

联系我们

供水DN1200球墨铸铁管批发零售
更新时间:2024-12-29 01:53:10 浏览次数:4 公司名称:聊城 鹏瑞管业有限公司
| 最小起订 | 1支 |
|---|---|
| 质量等级 | 合格品 |
| 是否厂家 | 厂家 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 鹏瑞 |
| 产品规格 | DN100-2600 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 产品型号 | DN100-2600 |
| 可售卖地 | 全国发货 |
| 产品重量 | 吨 |
| 产品颜色 | 黑色等 |
| 质保时间 | 1年 |
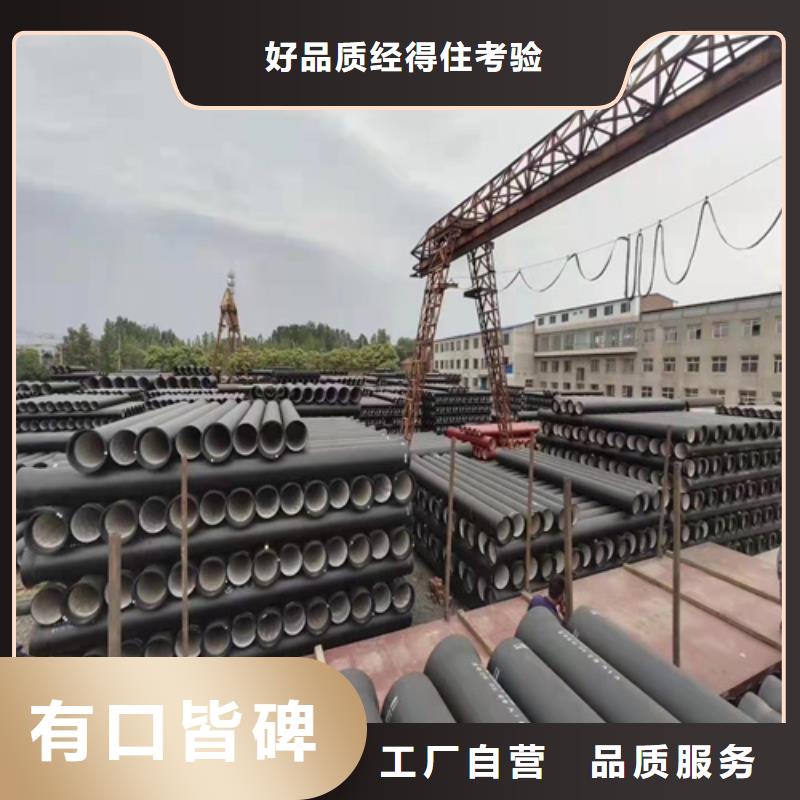
| 适用领域 | 市政工地供水排水等 |
| 是否进口 | 否 |
| 质量认证 | 国标 |
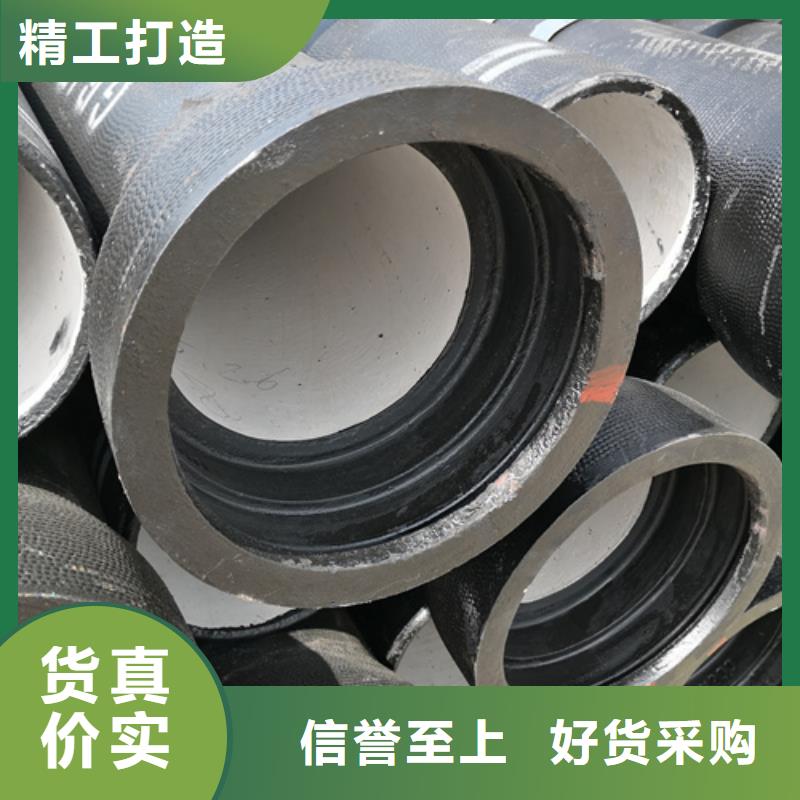




K9给水球墨铸铁管常见的连接是承插连接,T型接口橡胶圈连接。机械连接是K型K9给水球墨铸铁管,PN10 PN16 PN25法兰连接,但大多数球墨管连接方式为承插连接。K9给水球墨铸铁管常见的机械连接方式:大多数的国内管道连接使用的刚性接口,柔性接口和半钢半柔的接口。硬质界面:麻石棉水泥接口,橡胶圈膨胀水泥接口。弹性接口:橡胶石棉水泥接口。(K9给水球墨铸铁管用于柔性接口),主要的连接是承插连接,这种方法的主要优点是安装方便快捷,大大节约了劳动力和建设成本,他也如其他技术要求:工作压力不大于1.6MPa,公称直径2000mm,温度不超过60度,等。摘要:传统的管道连接方式为焊接、法兰式,而目前的市场是一种快速的高质量连接方式,连接装置解决了传统连接的漏洞。K9给水球墨铸铁管在新形势下,行业也要进行变革和探索。其中,市场会越来越细分,产业、服务也会越来越专业化。
<江苏>鹏瑞管业有限公司 供水DN1200球墨铸铁管批发零售
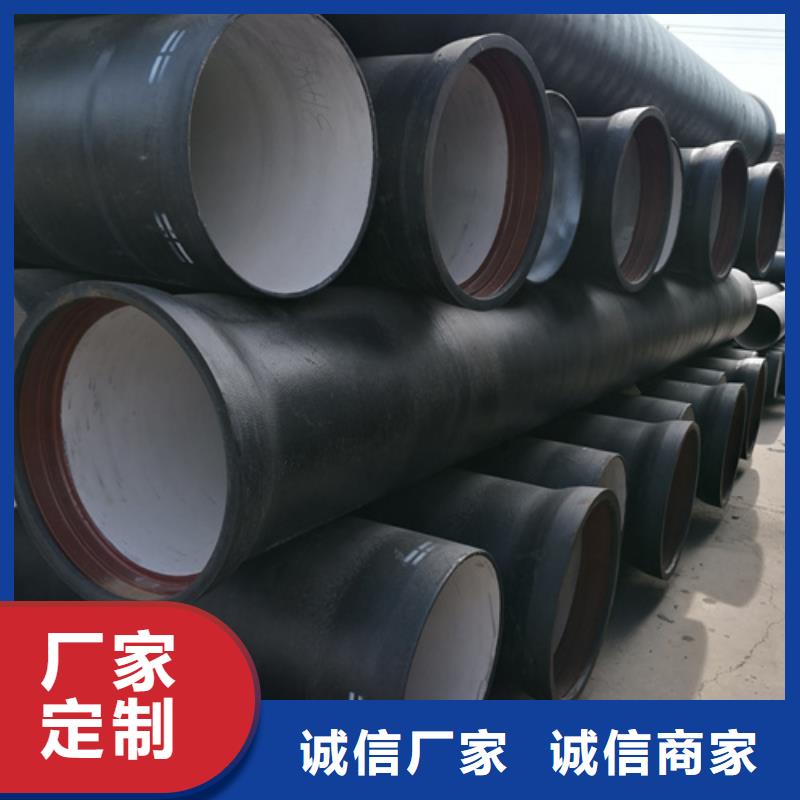
①、清理管口:将承口内的所有杂物擦洗干净.②、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净把胶圈弯为“梅花形”或“8”字形装入承口槽内并用手沿整个胶圈按压一遍或用橡皮锤砸实确保胶圈各个部分不翘不扭均匀地卡在槽内.③、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀.④、下管:应按下管的要求将管子下到槽底通常采用人工下管法或机械下管法.⑤、安装机具设备:将准备好的机具设备安装到位安装时注意不要将已清理的管子部位再次污染.⑥、顶推管子使之插入承口:在安装时为了将插口插入承口内较为省力、顺利.首先将插口放入承口内且插口压到承口内的胶圈上接好钢丝绳和倒链拉紧倒链;直到插口插入承口全部到位承口与插口之间应留2mm左右的间隙并保证承口四周外沿至胶圈的距离一致.安装过程中定管、动管轴心线要在一条直线上否则容易将胶圈顶出影响安装的质量和速度.管道安装要平管子之间应成直线遇有倾斜角时要小心.将连接管道的接口对准承口若插入阻力过大切勿强行插入以防橡胶圈扭曲.橡胶圈润滑油宜用植物油;寒冷的冬季橡胶圈可用热水预热以减少硬度迅速安装.另外如果你用的管材符合标准那就看胶圈是不是硬度级别没达到标准或者说胶圈本身就不符合标准.

 <江苏>鹏瑞管业有限公司
<江苏>鹏瑞管业有限公司
因此这两种方法在满足高精度、高率的生产需求方面显得力不从心。随着计算机、电子、传感技术的飞速发展,泄漏检测技术的发展将迎来新的发展契机。未来的气密性检测技术将向高精度、效率、智能化的方向进一步发展。青岛球墨铸铁管气密性检测安装要点: ①、清理管口:将承口内的所有杂物擦洗干净。 ②、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。 ③、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。 ④、下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。 ⑤、安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染。 ⑥、顶推管子使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利。球墨铸铁管气密性检测首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人可在管承口端用力左右摇晃管子,直到插口插入承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。 ⑦、管件安装:由于管件自身重量较轻,在安装时采用单根钢丝绳时,容易使管件方向偏转,导致橡胶圈被挤,不能安装到位。因此,可采用双倒链平行用力的方法使管件平行安装,胶圈不致被挤。也可采用加长管件的办法,用单根钢丝进行安装。 ⑧、检查:检查承口插口的位置是否符合要求(用钢板尺伸入承插口间隙中检查胶圈位置是否正确到位)。

重稀土含镁球化剂用于厚壁球铁件,为了防止球化衰退和石墨畸变,还应当调低Si量,采取增加石墨球数,细化石墨球径的工艺手段。盖包处理法大大减少了处理时的烟光污染,是一种节省球化剂、保证球化质量的简便工艺,值得推广。在钢液喂丝技术的启发下,喂丝球化经过试验已成功用于新兴铸管公司等企业。喂丝球化是由喂丝机将合金包芯线连续不断地向浇包底部送进,进行球化处理的一种工艺。该工艺可控制残余镁量,具有一高三少即球化质量高、渣量少、温降少、污染少的特点。包芯线外皮为0.3mm厚的冷轧钢皮,芯材一般为含Mg25~30%,并有Ca、Ba、(RE)等的复合成分。喂丝法成本比冲入法低20~40%,对大批量生产的铸管厂、汽车铸造厂等很有吸引力。目前,国内已有多家单位能成套供应喂丝机和包芯线,包芯线分球化、蠕化、孕育、脱硫、增碳和合金化等多个品种。鹏瑞管业球墨铸铁管